
Термомеханическое упрочнение арматурного проката
технология, средства, разработка
|
|
Термист Термомеханическое упрочнение арматурного проката технология, средства, разработка |
| Главная | О сайте | Стандарты | Технология | Устройства |
| Лаборатория | Библиотека | Глоссарий | Желтые страницы | Обратная связь |
<<< Оглавление <<< <<< Предыдущие разделы <<<
Для арматурного проката диаметром 8 и 10 мм примем схему термомеханического упрочнения с использованием одной охлаждающей секции (см. рис. 1). Для проката диаметром 12 - 16 мм рассмотрим схему с двумя секциями (см. рис. 2). Организовать оптимальные соотношения размеров линии для всех диаметров проката не представляется возможным. Следует рассмотреть случай для наиболее массового вида проката, а затем рассмотреть возможность использования принятой схемы для остальных диаметров. В нашем случае наиболее массовым видом продукции будем считать арматурный прокат класса А500С диаметром 12 мм.
Рассмотрим возможность организации термомеханического упрочнения арматурного проката диаметром 12 мм в двух последовательно расположенных секциях (см. рис. 2). Подробнее см. в работе "Ускоренное охлаждение арматурного проката в нескольких камерах" и в Примере 2 работы "Методика расчета линии ускоренного охлаждения". Определение L1/L2 в этих работах производится с учетом равенства теплосъема с проката в двух камерах. Т.е. количество тепла, отдаваемого прокатом в I секции ЛУО равно количеству тепла, отдаваемого во II секции. Мы несколько усложним задачу, и потребуем, чтобы равнялись давления в коллекторах перед форсунками. Т.е. такого соотношения L1/L2, при котором на обе форсунки подается вода с одинаковыми давлениями.
 |
Рис. 2. Непрерывное охлаждение арматурного проката в двух последовательно расположенных камерах |
Поиск соотношения L1/L2 для случая P1 = P2
реализуем при помощи функции Ballans_P.
>> d_pr = 12;
>> v_pr = 14.4;
>> T_0 = 1070;
>> T_1 = 540;
>> v_otn_min = 4.0;
>> d_k = [32 40 48 58 64];
Результаты расчетов приведены в Таблице 7.
| Диаметр камеры охлаждения, мм | 32 | 40 | 48 | 58 | 64 |
| Диаметр проката - 12 мм;
скорость прокатки - 14.4 м/с; температура конца прокатки - 1070 °C;
температура конца ускоренного охлаждения - 540 °C. Заданный разогрев воды - не более 40 °C; заданная относительная скорость потока - не менее 4.0 м/с. |
|||||
| Требуемое давление перед форсунками, кгс/см2 | 9.3 | 5.7 | 4.9 | 4.3 | 4.0 |
| Длина I секции ЛУО, м | 2.6 | 4.7 | 4.8 | ||
| Длина II секции ЛУО, м | 6.9 | 4.8 | 4.8 | ||
| Общая длина ЛУО, м | 9.5 | ||||
| Минимальный требуемый расход воды в I секции, л/с (м3/час) | 16.9 (61) | 21.1 (76) | |||
| Минимальный требуемый расход воды во II секции, л/с (м3/час) | 12.7 (46) | 8.4 (30) | |||
| Минимальный суммарный расход воды в ЛУО, л/с (м3/час) | 29.6 (106) | 29.5 (106) | |||
| Фактический расход воды в I секции, л/с (м3/час) | 16.9 (61) | 21.1 (76) | 31.2 (112) | 46.5 (168) | 57.1 (206) |
| Фактический расход воды во II секции, л/с (м3/час) | 12.7 (46) | 21.0 (76) | 31.2 (112) | 46.5 (168) | 57.1 (206) |
| Фактический общий расход воды в ЛУО, л/с (м3/час) | 29.6 (107) | 42.1 (152) | 62.4 (225) | 93.1 (335) | 114.2 (411) |
| Относительная скорость потока в I секции, м/с | 10.0 | 4.0 | |||
| Относительная скорость потока во II секции, м/с | 4.0 | ||||
| Потребляемая мощность потока, кВт | 27.5 | 24.0 | 30.5 | 39.7 | 45.6 |
Для всех рассмотренных случаев требуемое давление перед форсункой не превышает 10 кгс/см2. Минимальный расход воды ожидается при диаметре камеры охлаждения 32 мм. В этом случае фактический расход воды совпадает с минимально допустимым. Дальнейшее повышение диаметра камеры охлаждения приводит к увеличению расхода воды на ЛУО и снижению требуемого давления. Если за целевую функцию принять потребляемую мощность потока, то оптимальным будет использование камер охлаждения с внутренним диаметром 40 мм (труба 60×10).
Таблицу 6 можно переписать в следующем виде:
| Диаметр проката, мм | 8 | 10 | 12 | 14 | 16 |
| Скорость прокатки (максимальная), м/с | 15.5 | 14.5 | 14.4 | 12.4 | 11.2 |
| Диаметр камеры охлаждения, мм | 32 | 40 | 40 | ||
| Общая длина ЗАО, м | 4.6 | 6.6 | 9.5 | 11.1 | 13.1 |
| В том числе, длина I камеры охлаждения, м | - | - | 4.7 | ||
| Требуемое давление, кгс/см2 | 7.9 | 7.5 | 8.1 | ||
| Заданная относительная скорость потока, м/с | 5.0 | 4.5 | 4.0 | 3.5 | 3.0 |
| Фактическая относительная скорость потока в I секции при требуемом давлении, м/с | 5.0 | 4.5 | 4.0 | ||
| Фактическая относительная скорость потока во II секции при требуемом давлении, м/с | - | - | 4.0 | ||
| Расход воды (минимальный), л/с (м3/час) | 14.1 (51) | 20.7 (74) | 29.6 (106) | 34.6 (125) | 40.8 (147) |
| В том числе, по I секции, л/с (м3/час) | 21.1 (76) | ||||
| Фактический расход воды при требуемом давлении, л/с (м3/час) | 15.5 (56) | 22.4 (81) | 42.1 (152) | ||
| В том числе, по I секции, л/с (м3/час) | - | - | 21.1 (76) |
Примечание: Для арматурного проката диаметром 14 и 16 мм технологические параметры пока не определены. Они будут определены позже в процессе расчетов, и таблица будет постепенно дополняться. |
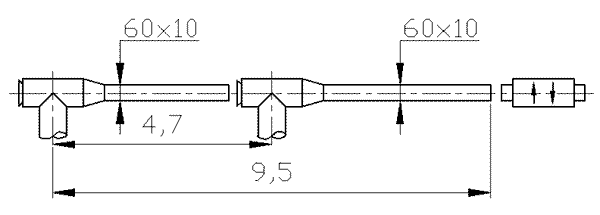 |
Рис. 3. Схема ЛУО для арматурного проката диаметром 12 мм |
Проверим возможность использования I секции ЛУО с длиной 4.7 м и внутренним диаметром 40 мм для термомеханического упрочнения арматурного проката диаметром 14 и 16 мм. Для этого мы должны проверить разогрев воды в этой камере и давление, которое необходимо создать для того, чтобы пропустить необходимое количество воды и обеспечить принятые нами относительные скорости потока.
| Диаметр проката, мм | 14 | 16 |
| Скорость прокатки (максимальная), м/с | 12.4 | 11.2 |
| Длина I камеры охлаждения, м | 4.7 | |
| Диаметр I камеры охлаждения, мм | 40 | |
| Температура конца прокатки, °C | 1070 | |
| Температура раската после I секции, °C | 704 | 715 |
| Требуемое давление перед I секцией, кгс/см2 | 8.5 | 13.6 |
| Заданная относительная скорость потока, м/с | 3.5 | 3.0 |
| Фактическая относительная скорость потока в I секции при требуемом давлении, м/с | 8.5 | 13.0 |
| Расход воды (минимальный), л/с (м3/час) | 34.6 (125) | 40.8 (147) |
| В том числе, по I секции, л/с (м3/час) | 23.0 (78) | 25.5 (87) |
| Фактический расход воды в I секции при требуемом давлении, л/с (м3/час) | 23.0 (78) | 25.5 (87) |
Температуру металла после I секции определяем при помощи функции
T_uo_ot_L_cylinder_1:
>> T_0 = 1070;
% Температура конца прокатки (°C)
>> d_pr = [14 16]; % Диаметр проката (мм)
>> v_pr = [12.4 11.2]; % Скорость прокатки (м/с)
>> L_SAO = 4.7; % Длина зоны активного
охлаждения
>> T_uo_ot_L_cylinder_1(T_0, d_pr, v_pr, L_SAO)
ans = 704.1481 714.6708
Минимальный расход воды в I секции при допустимом разогреве в 40 °C определим с
использованием функции Q_min:
>> T_1 = [704 715]; % Температура металла после I секции
(°C)
>> Del_T_max = 40; % Максимально допустимый разогрев воды (°C)
>> Q_min(T_0, T_1, d_pr, v_pr, Del_T_max)
ans = 23.0058 25.4503
Давление, необходимое для создания требуемого потока воды и относительной
скорости потока, определяем при помощи функции P_forsun
так же, как мы это делали раньше для ЛУО с одной
форсункой:
>> L_k = 4.7;
% Длина камеры охлаждения (м)
>> d_k = 40;
% Внутренний диаметр камеры охлаждения (мм)
>> v_otn_min = [3.5 3.0]; % Минимально допустимая относительная скорость потока
(м/с)
>> Q_min = [23.0 25.5]; % Минимально допустимый расход воды (л/с)
>> [P_in, v_otn, Q] = P_forsun(d_pr, v_pr, L_k, d_k, v_otn_min, Q_min)
P_in = 8.4553 13.6186
v_otn = 8.4579 12.9574
Q = 23.0000 25.5000
Для арматурного проката диаметром 16 мм при принятых длине и диаметре камеры
охлаждения в 4.7 м и 40 мм соответственно необходимо создать давление в
коллекторе перед форсункой не менее 13.6 кгс/см2. Поскольку мы
приняли максимально возможное давление перед форсункой
равным 10 кгс/см2, такая схема нам не подходит. Анализ
Таблицы 9 показывает, что при диаметре камеры охлаждения в
40 мм мы имеем дело со случаем, когда внутреннее сечение камеры недостаточно для
прохождения в ней требуемого количества воды с минимально допустимой
относительной скоростью потока. Когда скорость потока обеспечивает минимально
допустимую, количество воды, проходящей в камере в единицу времени еще мало по
сравнению с тем количеством, которое предотвращает большой разогрев воды.
Подробнее это рассмотрено в примере к описанию
функции Ballans_P. Попробуем снизить давление,
требуемое перед форсункой за счет увеличения диаметра камеры охлаждения:
>> d_pr = 16; %
Диаметр проката (мм)
>> v_pr = 11.2; % Скорость прокатки (м/с)
>> L_k = 4.7; % Длина камеры
охлаждения (м)
>> d_k = [40 48 58]; % Внутренний диаметр камеры охлаждения (мм)
>> v_otn_min = 3.0; % Минимально допустимая относительная скорость потока
(м/с)
>> Q_min = 25.5; % Минимально допустимый расход воды
(л/с)
>> [P_in, v_otn, Q] = P_forsun(d_pr, v_pr, L_k, d_k, v_otn_min, Q_min)
P_in = 13.6186 3.9227 2.5946
v_otn = 12.9574 4.6533 3.0000
Q = 25.5000 25.5000
34.6624
С увеличением диаметра камеры охлаждения с 40 до 48 мм требуемое давление уменьшается с 13.6 до 3.9 кгс/см2. Теперь оно соответствует принятому максимально допустимому в 10 кгс/см2. Примем диаметр камеры охлаждения для проката диаметром 16 мм равным 48 мм (труба 60×6).
Обновим Таблицу 9:
| Диаметр проката, мм | 14 | 16 |
| Скорость прокатки (максимальная), м/с | 12.4 | 11.2 |
| Длина I камеры охлаждения, м | 4.7 | |
| Диаметр I камеры охлаждения, мм | 40 | 48 |
| Температура конца прокатки, °C | 1070 | |
| Температура раската после I секции, °C | 704 | 715 |
| Требуемое давление перед I секцией, кгс/см2 | 8.5 | 3.9 |
| Заданная относительная скорость потока, м/с | 3.5 | 3.0 |
| Фактическая относительная скорость потока в I секции при требуемом давлении, м/с | 8.5 | 4.7 |
| Расход воды (минимальный), л/с (м3/час) | 34.6 (125) | 40.8 (147) |
| В том числе, по I секции, л/с (м3/час) | 23.0 (83) | 25.5 (92) |
| Фактический расход воды в I секции при требуемом давлении, л/с (м3/час) | 23.0 (83) | 25.5 (92) |
<<< Оглавление <<< >>> Читать дальше >>>
Web-сайт “Термист” (termist.com)
Термомеханическое упрочнение арматурного проката
Отсутствие ссылки на использованный материал является нарушением заповеди "Не укради"
Редактор сайта: Гунькин И.А. (termist.com@gmail.com)